
پرینتر سه بعدی یک تکنولوژی سرگرم کننده است که علاوه بر این که می تواند برای شما درآمدزایی داشته باشد، می توانید از کارکردن با آن لذت ببرید. برای خرید پرینتر سه بعدی باید این مقاله را بخوانید . برخی اوقات مشکلاتی در حین پرینت بوجود می آید که تأثیر منفی در کیفیت قطعه کار ایجاد می کند. خوشبختانه اکثر این مشکلات راه حل های ساده ای برای برطرف کردن دارند، مانند شل بودن نازل یا تعویض نازل…
یکی از مشکلاتی که ممکن است با آن مواجه شوید Z wobble می باشد.
Z-wobble
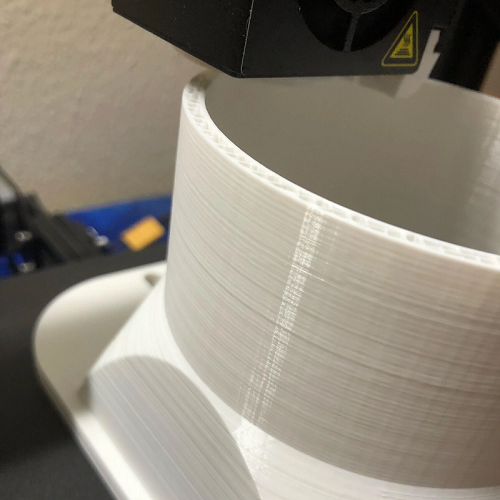
گاهی اوقات ممکن است بر روی قطعات پرینت شده خطوط آشکار و اصولاً به صورت فواصل منظم رخ دهد. در قطعات پرینت شده به دلیل خاصیت لایه به لایه بودن، اثر لایه ها بر روی قطعه کار مشخص می باشد، ولی مشکل Z-wobble بسیار مشهود می باشد. و علاوه بر این که کیفیت قطعه کار به شدت کاهش می یابد، در قطعات کاربردی، بر روی دقت خروجی قطعه کار نیز تاثیر می گذارد.
در اصل مشکل Z-wobble به معنی تاب خوردن یا تکان خوردن محور Z می باشد که در حین پرینت سبب تغییر موقعیت دقیق نازل می شود. لذا در صورت مشاهده این مشکل باید آن را رفع کنید. چرا که قطعه کار خروجی از پرینتر با مشکل Z-wobble، عملاً مورد استفاده نخواهد بود. در ادامه روش های حل مشکل Z-wobble را بررسی میکنیم.
Z-BANDING
قبل از این که راجع به دلیل Z-wobble صحبت کنیم بهتر است بدانیم که Z-wobble چیست؟
Z-banding به دلیل دو پدیده مختلف می تواند اتفاق بیوفتد، یا تاب خوردن محور z (z wobble) ،یا اکستروژن نادرست. در مواردی می تواند نتیجه هر دو علت نیز باشد. لذا در صورتی که علت Z-banding را پیدا نکنید نمی توانید مشکل آن را حل کنید.
اکستروژن نادرست
یکی از علت های Z-banding می تواند اکستروژن نادرست باشد. گرفتگی نازل با تغییرات دمایی می تواند باعث این بی نظمی شود. معمولاً تغییر برند فیلامنت و متفاوت بودن دمای نازل می تواند باعث ایجاد این مشکل شود. در صورتی که نازل به طور کامل گرفته باشد، کلاً مواد اکسترودر نمی شود ولی ممکن است به صورت نیمه مسدود باشد که در این صورت منجر به اثر منظم پراکندگی شود.
حالا که تفاوت Z-wobble و اکستروژن نادرست را تشخیص دادیم راه حل های رفع این دو مشکل را بررسی می کنیم تا مشکل Z-banding حل شود.
حل مشکل Z-wobble:
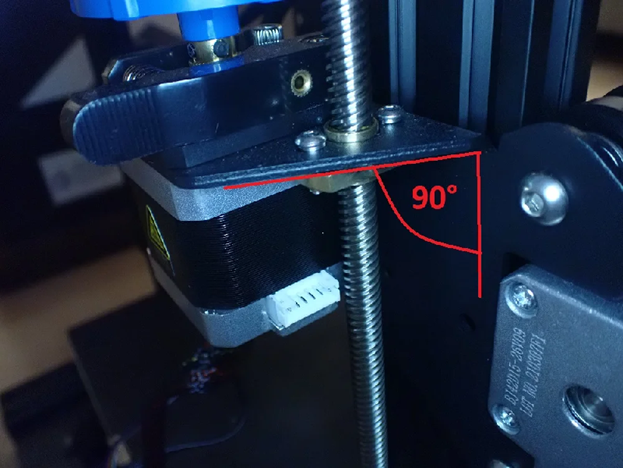
۱-سفت بودن موتور
ابتدا از ساده ترین راه حل استفاده کنید. یعنی مطمئن باشد که موتور در جای خود سفت می باشد. برای این کار قبل از استارت پرینت، از روی دستگاه محور Z را به اندازه مثلاً ۵۰ میلی متر بالا ببرید و بلافاصله ۵۰ میلی متر پایین بیاورد. فقط باید قبل از این کار دست خود را بر روی موتور قرار دهید تا در حین بالا و پایین آمدن و مخصوصاً زمانی که در حال تغییر جهت است چک کنید که تغییری دارد یا خیر. اگر حرکت موتور را حس کردید باید پیچ موتور را سفت کنید.
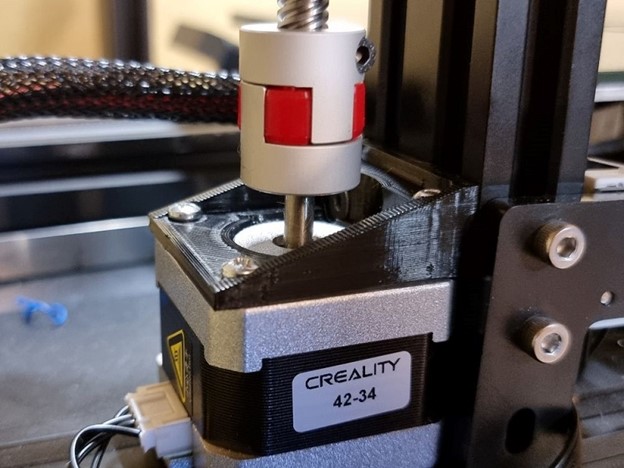
۲- کوپلینگ را چک کنید
مطمئن شوید که پیچ کوپلینگ سفت است و به هیچ وجه کج نشده باشد. برای این کار می توانید پیچ کوپلینک را باز کنید تا لید اسکرو (یا پیچ) از آن جدا شود و سپس کوپلینگ را از موتور جدا کنید و مجداد مونتاژ کنید.
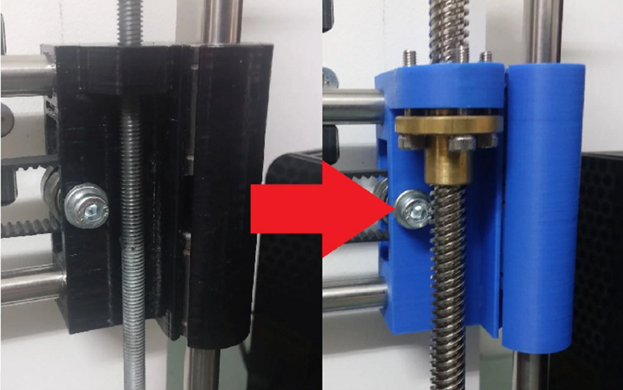
۳- لیداسکرو
آخرین مرحله از چک کردن Z-wobble، چک کردن لیدسکرو می باشد. برای این کار باید لیدسکرو را از کوپلینک جدا کنید و بر روی یک سطح صاف بغلتانید. اگر به راحتی حرکت کرد یعنی لید اسکرو سالم است و در صورتی که به روی سطح غلت به نرمی نخورد، احتمالاً خم شده است. برای این کار بهتر است یک لید اسکرو جدید تهیه و جایگزین کنید.
حل مشکل اکستروژن نادرست
۱- نازل
در صورتی که نازل مسدود شده باشد به هیچ وجه نمی توانید کیفیت پرینت خوبی داشته باشید. قطعاً تعویض نازل ساده ترین کار در سرویس پرینتر سه بعدی می باشد. چرا که برای این کار به ابزار ساده مثل آچار آلن و پیچ گوشتی و یک نازل جدید نیاز دارید. هر چند می توانید در برخی مواقع با تمیز کردن نازل مشکل مسدود شدن آن را رفع کنید ولی به دلیل قیمت پایین نازل پیشنهاد می شود که یک نازل جدید در نظر بگیرید.
۲- تنظیمات دمای نازل
معمولاً با تعویض برند فیلامنت نیاز به تغییرات دمایی مطلوب خواهید داشت. این کار را می تواند از طریق تست دما و سیستم خنک کاری انجام گیرد که اغلب مشکل رفع می شود.