
قطعاتی که بر روی پرینتر سه بعدی ساخته می شوند تنوع بسیار زیادی دارند چه از نظر سایز که از ریزترین قطعات مانند چرخ دنده های چند میلی متری تا خانه های بزرگ قابل سکونت را می توان با پرینتر سه بعدی ساخت، چه از تظر شکل ظاهری که می تواند یک باکس ساده باشد یا یک انگشتر با جزئیات ریز و حساس و پیچیدگی زیاد، تمامی قطعات را می توان با پرینتر سه بعدی تولید کرد.
برای ساخت قطعات تکنیک های مختلفی وجود دارد که متناسب با شکل ظاهری کار باید رعایت کرد. و در نرم افزارهای مخصوص پرینتر سه بعدی در نظر گرفته شده است.همان طور که می دانید اساس کار پرینتر سه بعدی بر مبنای ساخت لایه ای قطعات است.
یعنی قطعات در نرم افزار پرینتر سه بعدی به صورت فرضی در لایه های مختلف برش خورده و در هر مرحله پرینت سه بعدی، یک لایه ساخته می شود و بعد از پایان پرینت کل سطح لایه اول، لایه دوم بر روی لایه اول شروع به پرینت کرده و به همین شکل لایه سوم بر روی لایه دوم شکل می گیرد.
و این کار تا پایان لایه ها و شکل گیری کامل قطعه کار ادامه می یابد. مواد مصرفی پرینتر سه بعدی در حین پرینت معمولا به صورت نیمه مذاب یا مذاب هستند که در اثر تمرکز لیزر یا فن بعد از شکل گیری خشک می شوند و شکل نهایی کار حاصل می شود.
لذا در مواردی که در ارتفاع قرار می گیرند و زیر کار خالی باشد ریزش پیدا می کنند. این اتفاق زمانی می افتد که قطعه کار شما داری شیب بیش از اندازه زیاد باشد یا قطعه ای که بخشی از آن در ارتفاع به قطعه اصلی متصل می شود. مانند لیوان که قسمت دسته آن در ارتفاع به بدنه اصلی چسبیده است.
در صورتی که در حالت عادی بخواهیم قطعاتی مانند لیوان را پرینت سه بعدی کنیم به دلیل نیمه مذاب بودن فیلامنت و لایه به لایه پرینت شدن کار در قسمت دسته لیوان دچار ریزش مواد مصرفی و خراب شدن کار می شویم.
حالا سوال اینجاست که آیا پرینتر سه بعدی در ساخت قطعات شیب دار یا قطعاتی که یک قسمت از آن ها در ارتفاع قرار دارد محدودیت دارد و قادر به ساخت آن ها نیست؟
با توجه به این که می دانیم پرینتر سه بعدی اساسا برای ساخت همه نوع قطعات پیچیده ساخته شده و به نوعی جایگزینی برای دستگاه های CNC قدیمی که قادر به ساخت قطعات با زوایای منفی نبودند می باشد، قطعا راه حلی برای این مورد در نظر گرفته شده که بتواند در این مواقع از ریزش مواد مصرفی و یا همان فیلامنت ها جلوگیری کند.
در قسمت نرم افزار پرینتر سه بعدی گزینه ای وجود دارد به نام ساپورت که با روشن کردن این گزینه این محدودیت برطرف می شود.
ساپورت چیست؟
همانطور که از اسم ساپورت مشخص است این گزینه برای پشتیبانی پرینت سه بعدی در نرم افزار تعریف شده که در شرایط عنوان شده از ریزش فیلامنت جلوگیری می کنند. ساپورت از جنس مواد مصرفی است( پلیمر) و در حین پرینت در قسمت هایی که زیر قطعه کار خالی است همراه قطعه کار پرینت می شود.
به عنوان مثال همان لیوان را در نظر بگیریم لایه اول در جاهایی که مربوط به خود پرینت است طبق شرایط عادی پرینتر، قطعه کار پرینت می شود و بعد از اتمام لایه اول زیر قسمتی که قرار است دسته لیوان شکل بگیرد ساپورت پرینت می شود. سپس لایه دوم پرینت شده و بعد از اتمام لایه دوم، لایه دوم ساپورت شکل می گیرد.
و این کار تا زمان رسیدن به لایه ای که قرار است دسته لیوان پرینت شود ادامه پیدا می کند به محض رسیدن به این لایه، قسمت دسته لیوان بر روی ساپورت پرینت می شود. با این کار از ریزش فیلامنت در این لایه جلوگیری می شود.
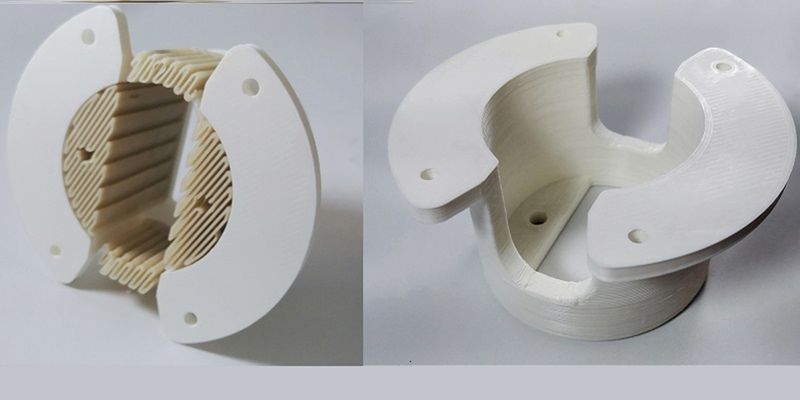
ساپورت در اصل پایه های موقتی است که در زیر قسمت های خالی قطعات شکل می گیرد و به دلیل این که از قطعه کار ضعیف تر هستند بعد از پرینت سه بعدی کامل قطعه کار، می توان آن ها را از هم جدا کرد. این کار به دو روش انجام می گیرد که در ادامه به این دو روش اشاره خواهیم کرد.
ساپورت گذاری دلیل ساخت پرینتر های سه بعدی دو نازله
جنس ساپورت می تواند مانند جنس اصلی کار باشد. مثلا قطعه کار شما با فیلامنت PLA زده شود و جنس فیلامنت ساپورت نیز PLA باشد. شاید برای شما سوال پیش بیاید که اگر هم جنس باشند به قطعه کار چسبیده می شود و نمی توان آن را جدا کرد.
روش اول
برای حل این سوال باید بدانید ساپورت ذاتا ضعیف است. یعنی تنظیمات ساپورت به گونه ای است که به راحتی شکسته شود و صرفا جهت پشتیبانی از لایه ای است که در ارتفاع قرار دارد. به همین خاطر در نرم افزار تنظیمات ساپورت در قسمتی جداگانه از تنظیمات اصلی پرینت می باشد. به همین دلیل کافی است بعد از اتمام پرینت سه بعدی قطعه کار، با فشار دست یا استفاده از ابزاری مانند انبر دست قسمت ساپورت را از بدنه اصلی جدا کنید.
همچنین بخوانید : کاربرد پرینتر سه بعدی در جواهرسازی
روش دوم
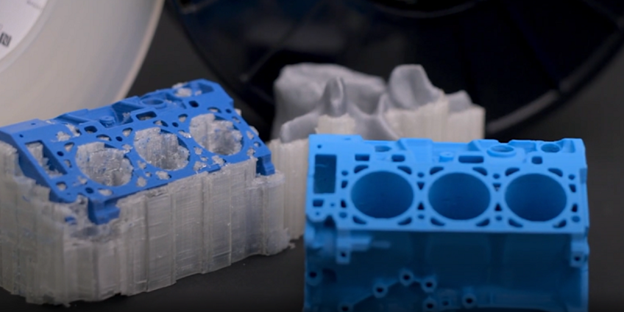
روش دوم که در قدیم بیشتر استفاده می شده است پرینترهای سه بعدی دو نازله بودند. در این پرینترهای سه بعدی از دو نازل جهت پرینت استفاده می شود. در نازل یا اکسترودر اول فیلامنت اصلی و در اکسترودر دوم فیلامنت ساپورت قرار داده می شود.
با این کار می توانیم جنس فیلامنت ساپورت را متفاوت با فیلامنت اصلی در نظر بگیریم. لذا بعد از اتمام پرینت، برای جدا کردن ساپورت کافی است که قطعه کار را داخل حلال ساپورت قرار داد و منتظر ماند تا ساپورت در حلال حل شده و قطعه کار بدون ساپورت را از حلال خارج کرد.
بهترین جنس فیلامنت برای ساپورت گذاری در این روش PVA می باشد که حلال آن آب است و به راحتی در دسترس است. علاوه بر این که تنظیماتی مشابه فیلامنت PLA دارد لذا هر دو می توانند در یک دمای ثابت پرینت شوند و بعد از کار کافی است قطعه کار را در آب قرار داد و بدون این که کوچیک ترین آسیبی حلال به قطعه کار وارد کند ساپورت از جنس PVA از قطعه کار جدا می شود.
در ابتدای کار پرینتر سه بعدی به دلیل این که تنظیمات دقیقی برای ساپورت وجود نداشت کندن ساپورت از قطعه کار دشوار بود و احتمال این که خیلی تمیز از قطعه کار جدا نشود وجود داشت. هر چند امروز با پیدایش نرم افزار های به روز و تنظیمات دقیق تر ساپورت مشکل کنده شدن ساپورت کاملا حل شده است. لذا پرینترهای سه بعدی دو نازله صرفا جهت پرینت دو رنگ متفاوت مورد استفاده قرار می گیرند.
دلیل ضعیف بودن جنس ساپورت
برای درک بهتر این موضوع بهتر است شکل گیری قطعه کار را بررسی کنیم. برای ساخت قطعه اصلی ابتدا چند لایه در زیر کار به صورت صد در صد تو پر ساخته شده. در مرحله دوم در هر لایه دور کار چند لایه به نام SHELL قرار دارد و در انتهای کار نیز مجددا چند لایه به صورت صد در صد تو پر پرینت می شود.
این کار علاوه بر این که باعث می شود کل کار بسته باشد و داخل کار معلوم نباشد، باعث افزایش استحکام فشاری و استحکام در برابر ضربه نیز می شود. در صورتی که در ساپورت هیچ کدام از این گزینه ها وجود ندارد و فقط گزینه ای به اسم INFILL یا همان چگالی داخل کار وجود دارد.
حتی شکل پر شدن INFILL در ساپورت و قطعه اصلی نیز متفاوت است. در قطعه اصلی INFILL در هر لایه تحت زاویه ۹۰ درجه بر روی هم قرار می گیرند که سبب افزایش استحکام قطعه کار در سطح داخلی می شود در صورتی که در ساپورت به صورت موازی در هر لایه قرار می گیرد و هیچ اتصالی بین آن ها وجود ندارد. به همین خاطر فاصله ای بین خطوط ساپورت در هر لایه ایجاد می شود. همین فاصله سبب می شود که با فشار دست ساپورت به راحتی شکسته شود و بتوان آن را از قطعه کار جدا کرد.
همانطور که اشاره شد وجود ساپورت چه به صورت تک نازله چه به صورت دو نازله کمک بسیاری در کیفیت خروجی قطعه کار دارد ولی در بسیاری از موارد که تحت زاویه و شیب قرار دارد، می توان با استفاده از سیستم خنک کاری پرینتر سه بعدی و بدون نیاز به ساپورت گذاری پرینت کرد.
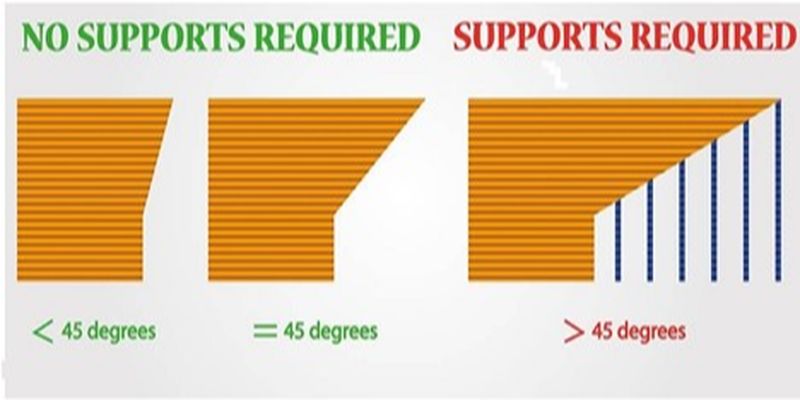
لذا برای هر قطعه ای که تحت شیب قرار دارد لزوما نباید ساپورت گذاری کرد و متناسب با قدرت خنک کاری و COOLING دستگاه، زاویه شیب برای نیاز به ساپورت متفاوت می باشد.
لذا در تنظیمات ساپورت علاوه بر INFILL گزینه ای برای زاویه ای که باید ساپورت گذاری انجام گیرد وجود دارد و شما متناسب با نوع قطعه و بر حسب تجربه کار با دستگاه، تعریف می کنید که از چه زاویه ای به بعد قطعه شما نیاز به ساپورت گذاری دارد. در صورتی که بتوان بدون ساپورت گذاری قطعه کارتان را پرینت بگیرید قطعا در کاهش هزینه مواد مصرفی تان تاثییر گذار خواهد بود.
آیا تمام پرینترهای سه بعدی به ساپورت نیاز دارند؟
پرینتر سه بعدی SLS از دسته پرینترهای سه بعدی است که به ساپورت نیاز ندارد. شکل کار پرینتر سه بعدی SLS به گونه ای است که یک لایه پودر از جنس مواد مصرفی بر روی سطح میز قرار می گیرد و لیزر بر روی قسمت هایی که باید پرینت شود می تابد و بعد از اتمام لایه اول کل سطح پودر به همراه قطعه شکل گرفته به اندازه یک لایه پایین می آید و یک لایه پودر دیگر بر روی میز قرار می گیرد.
همچنین بخوانید : پرینتر سه بعدی SLA یا DLP
به دلیل این که خروجی برای پودرهای مازاد وجود ندارد قطعه کار در پودر احاطه می شود و خود همین پودر می تواند به عنوان ساپورت برای قسمت های شیب دار باشد.
وجود ساپورت سبب می شود که هزینه مواد مصرفی افزایش یابد ولی با توجه تاثیر بسیار زیادی که در کیفیت خروجی قطعه کار دارد در مواردی که با استفاده از سیستم خنک کاری نتوان از ریزش مواد جلوگیری کرد حتما باید از ساپورت گذاری استفاده کنیم.
خدمات پرینتر سه بعدی و فیلامنت در شرکت آرلی
شرکت آرلی فروشنده انواع پرینترهای 3 بعدی و فیلامنت می باشد . شما می توانید جهت کسب اطلاعات بیشتر در خصوص مشخصات پرینتر با شماره ۲۶۳۱۲۳۹۷-۰۲۱ تماس حاصل نمایید.